Ustawienie noża tokarskiego – precyzja w osi wrzeciona bez zgadywania
Wysokość ostrza względem osi wrzeciona to pierwszy parametr, który decyduje o tym, czy toczenie zakończy się czystym wymiarem, czy plątaniną wibracji i wyrwanym materiałem z uchwytu. Wielu początkujących zakłada, że liczy się sam nóż, jego geometria czy gatunek stali, a tymczasem ustawienie noża tokarskiego na linii środka obrotu decyduje o kątach natarcia i przystawienia, czyli o fizyce samego skrawania. Gdy ostrze siedzi zbyt wysoko, materiał wije się po powierzchni natarcia zamiast płynnie schodzić w wiór, a przy zbyt niskim położeniu nóż zahacza i odpycha detal od siebie. W obu przypadkach nie da się uzyskać ani tolerancji wyrażonej w setnych milimetra, ani gładkiej powierzchni bez śladów drgań.

- Położenie ostrza a przekrój trzonka co naprawdę się liczy
- Tolerancja ustawienia noża tokarskiego w praktyce warsztatowej
- Nóż tokarski składany 6 mm i płytki węglikowe do małej tokarki
- Regulacja wysokości noża trzonki, podkładki i uchwyty
- Noże monolityczne HSS a składane kiedy wybrać które
- Dobór noża do małej tokarki praktyczna checklista
Położenie ostrza a przekrój trzonka co naprawdę się liczy
Kluczowa zasada warsztatowa mówi, że o jakości toczenia decyduje wierzchołek ostrza, a nie kształt chwytu noża. Trzonek kwadratowy 8×8 mm, okrągły Ø10 mm czy płaski 6 mm mogą dawać zupełnie różne wrażenia w dłoni, lecz dopóki wierzchołek nie leży na osi obrotu, żaden z nich nie będzie skrawał prawidłowo. Ta zależność wynika z geometrii klinowej noża, w której kąt natarcia zależy od tego, pod jakim kątem ostrze podchodzi do obrabianej powierzchni.
Gdy wierzchołek ostrza znajduje się powyżej osi, efektywny kąt natarcia rośnie. Nóż staje się bardziej agresywny, wbija się w materiał i próbuje go wciągnąć pod siebie. Stąd charakterystyczne „wspinanie się" detalu po powierzchni natarcia, wibracje i w skrajnych przypadkach wyrwanie wałka z uchwytu trójszczękowego. To nie defekt materiału, lecz czysta konsekwencja błędnej kinematyki.
Przy ostrzu poniżej osi sytuacja wygląda odwrotnie. Kąt natarcia maleje, nóż traci zdolność zagłębiania się w materiał, a zamiast skrawać, odpycha detal i sunie po jego powierzchni. Efektem są ślady ocierania, brak wióra i zatrzymanie posuwu, nawet jeśli suport przesuwa się prawidłowo. Operator odnosi wrażenie, że maszyna „nie chce ciąć", podczas gdy w rzeczywistości geometria narzędzia po prostu nie pozwala na kontakt z tworzywem.
Najprościej ustawienie noża tokarskiego w osi sprawdzić metodą „na oko", przykładając płasko trzonek do wałka kontrolnego zamocowanego w uchwycie. Wierzchołek ostrza powinien leżeć na linii łączącej górną krawędź wałka z dolną, czyli dokładnie na jego osi. Dokładniejsze metody wykorzystują zegar czujnikowy oparty na łożu lub specjalny przyrząd z libelką, ale w amatorskiej praktyce wystarcza zwykle wspomniany wałek Ø20-30 mm.
Warto zapamiętać, że liczy się wyłącznie pozycja wierzchołka, a nie cała płaszczyzna trzonka. Dlatego nóż z chwytem prostokątnym 6×6 mm może skrawać identycznie jak okrągły Ø8 mm, o ile ich punkty robocze spotykają się na osi. Ta obserwacja uwalnia od presji doboru konkretnego profilu i pozwala skupić się na tym, co naprawdę wpływa na wynik.
Tolerancja ustawienia noża tokarskiego w praktyce warsztatowej
W literaturze precyzyjnej spotyka się zalecenie, by tolerancja ustawienia noża tokarskiego nie przekraczała ±0,05 mm, lecz takie wartości dotyczą produkcji narzędziowej i obróbki wykańczającej. W domowym warsztacie, na tokarce hobbystycznej o wysokości osi 80-100 mm, w zupełności wystarcza zakres ±0,1-0,3 mm, a przy wstępnym zdejmowaniu naddatku nawet ±0,5 mm nie dyskwalifikuje wyniku. Kluczem jest zrozumienie, że zbyt drobiazgowe dążenie do ideału na etapie zgrubnym zabiera czas bez realnego zysku jakościowego.
Precyzja ustawienia rośnie wraz z głębokością skrawania i wymaganą chropowatością. Przy toczeniu zgrubnym z posuwem 0,2 mm/obr i głębokością 1-2 mm tolerancja 0,3 mm nie zmieni wymiaru gotowego detalu o więcej niż 0,01-0,02 mm, czyli poniżej progu rozdzielczości typowego suwmiarki. Inaczej wygląda sytuacja przy wykańczaniu aluminium na lustro, gdzie każda setna milimetra odchylenia przekłada się na widoczne gołym okiem zarysowania i nierówności.
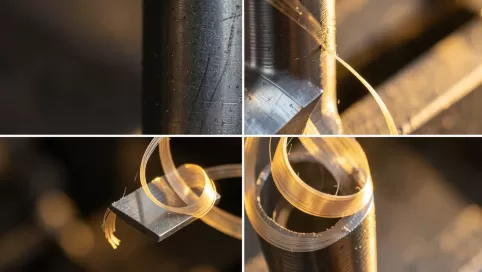
Wskazówka: W praktyce amatorskiej optymalną techniką jest najpierw zgrubne ustawienie „na oko" z dokładnością około 0,3 mm, a następnie korekta po pierwszym przejściu na podstawie obserwacji wióra. Jeśli wiór schodzi równomierną wstęgą i nie ma śladów ocierania ani wibracji, wysokość jest prawidłowa.
Najczęstszym błędem początkujących jest próba ustawienia noża tokarskiego idealnie na zero, gdy maszyna nie daje ku temu wystarczającej powtarzalności. Mikrodrgania suportu, luz w prowadnicach, niedokładność metody „na oko" sprawiają, że dążenie do perfekcji staje się walką z wiatrakami. Znacznie lepiej zaakceptować tolerancję 0,1-0,2 mm, którą waliduje sam proces skrawania, niż tracić godziny na szlifowanie ustawień, których wpływ na wynik mieści się w granicach błędu pomiaru.
Przy wielokrotnym mocowaniu tego samego detalu, na przykład w produkcji krótkiej serii, opłaca się notować pozycję suportu poprzecznego i ustawienie podkładek pod nożem. Każde powtórzenie pracy z identycznym materiałem i płytką powinno odtwarzać ustawienie z dokładnością 0,1 mm, co w praktyce oznacza, że pierwsze ustawienie trzeba potraktować jak szablon, a nie jak jednorazową kalibrację.
Nóż tokarski składany 6 mm i płytki węglikowe do małej tokarki
Składany nóż tokarski z płytką 6 mm to standard dla tokarek hobbystycznych o wysokości osi do 110 mm. Taki rozmiar płytki daje sensowną głębokość skrawania do 1,5 mm przy zachowaniu stabilności narzędzia, a jednocześnie pozwala utrzymać masę uchwytu na tyle niską, by nie obciążać prowadnic suportu. W praktyce oznacza to, że większość detali średnicy 10-60 mm daje się obrobić jednym uchwytem, bez konieczności sięgania po cięższe narzędzia tokarskie.
Geometria płytki ma znaczenie większe, niż mogłoby się wydawać. Płytka o kącie natarcia dodatnim, na przykład DCMT 070204, dobrze radzi sobie ze stalami niskowęglowymi i aluminium, bo agresywnie zagłębia się w materiał i wymaga mniejszej siły posuwowej. Przy stali nierdzewnej, która ma tendencję do utwardzania się pod naciskiem, lepsza będzie płytka o ujemnym kącie natarcia, na przykład CNMG 120408, bo jej krawędź nie nagrzewa się tak szybko i zachowuje twardość w wyższej temperaturze.
Gatunek węglika dobiera się do obrabianego materiału, co wynika z fizyki procesu. Węglik niepowlekany (oznaczany zwykle literą K) sprawdza się przy żeliwie i mosiądzu, bo jest odporny na ścieranie, ale kruchy przy skokach temperatury. Węglik powlekany azotkiem tytanu (TiN) lub tlenkiem aluminium (Al₂O₃) wytrzymuje wyższe prędkości skrawania stali, a powłoka CVD chroni krawędź przed zużyciem termicznym. Aluminium najlepiej toczyć płytkami z polerowaną powierzchnią natarcia, bo nóż nie wchodzi w reakcję z tworzywem i wiór nie przywiera do ostrza.
Popularna płytka tokarska do stali nierdzewnej to CCMT 060204 z powłoką TiAlN, stosowana przy prędkościach skrawania 80-120 m/min i posuwie 0,05-0,15 mm/obr. Taki zakres parametrów wynika z konieczności utrzymania temperatury krawędzi poniżej progu utwardzania austenitu, czyli około 500°C. Zbyt wolne toczenie powoduje nagrzewanie w wyniku tarcia, zbyt szybkie prowadzi do przepalenia powłoki. W praktyce oznacza to, że dobór płytki trzeba powiązać nie tylko z materiałem, ale i z zakresem obrotów, jakie oferuje konkretna tokarka.
Bezpieczeństwo: Nóż ustawiony powyżej osi o więcej niż 1 mm w połączeniu z dużą głębokością skrawania potrafi wyrwać detal z uchwytu. To nie legenda warsztatowa, lecz realne zagrożenie, które przy obrotach 1500/min zamienia 200-gramowy wałek w pocisk. Dlatego każdą nową konfigurację warto testować na minimalnych obrotach i zerowej głębokości, by sprawdzić, czy materiał nie wspina się po ostrzu.
Regulacja wysokości noża trzonki, podkładki i uchwyty
Regulacja wysokości noża tokarskiego opiera się na trzech filarach: podkładkach stalowych, podfrezowaniu trzonka oraz uchwytach z mikroregulacją śrubową. Każde z tych rozwiązań działa inaczej i sprawdza się w innych warunkach, więc wybór warto powiązać z charakterem pracy, a nie z uniwersalną modą warsztatową.
| Metoda regulacji | Zakres korekty | Powtarzalność | Czas zmiany | Koszt orientacyjny |
|---|---|---|---|---|
| Podkładki stalowe 0,1-2,0 mm | ±0,1 mm | Wysoka po oznaczeniu | 1-2 min | 5-15 zł za zestaw |
| Podfrezowanie trzonka | ±0,05 mm | Bardzo wysoka | 15-30 min | 0 zł (czas pracy) |
| Uchwyt śrubowy z mikroregulacją | ±0,01 mm | Najwyższa | 2-5 min | 120-400 zł |
Podkładki stalowe to najtańsza i najszybsza metoda korekcji, popularna w warsztatach edukacyjnych i hobbystycznych. Wystarczy zestaw płytek o grubości 0,1; 0,2; 0,5; 1,0 i 2,0 mm, by złożyć niemal każdą potrzebną kombinację. Minusem jest konieczność każdorazowego oznaczania konfiguracji flamastrem na trzonku, bo po demontażu nie da się odtworzyć ustawienia bez pomiaru.
Podfrezowanie trzonka na frezarce lub szlifierce daje najlepszą powtarzalność, ale wymaga dodatkowego oprzyrządowania i czasu. Sprawdza się przy stałej, powtarzalnej produkcji, gdzie jeden raz poświęcony na modyfikację zwraca się po kilkunastu detalach. W domowej praktyce metoda ta bywa przesadą, chyba że warsztat dysponuje precyzyjną frezarką.
Uchwyt śrubowy z mikroregulacją, na przykład typu boring bar lub dedykowany holder do płytek 6 mm, rozwiązuje problem powtarzalności kosztem ceny samego uchwytu. Jego największą zaletą jest możliwość korekty wysokości w czasie toczenia, bez zatrzymywania wrzeciona, co skraca czas ustawiania w produkcji krótkoseryjnej. Minusem jest masa, która na małej tokarce potrafi obciążyć suport bardziej niż sam detal.
Noże monolityczne HSS a składane kiedy wybrać które
Nóż monolityczny ze stali szybkotnącej HSS, kuty lub toczony z pręta, ma jedną niezaprzeczalną przewagę nad składanym: można go naostrzyć na żądaną geometrię w kilka minut, bez opuszczania warsztatu. Gdy trzeba obrobić mosiądz, aluminium miękkie lub tworzywo sztuczne, HSS wciąż bywa wygodniejszy, bo ostrze można dostosować do konkretnego zadania, a po stępieniu przywrócić pełną sprawność. W amatorskiej praktyce to ogromna zaleta, bo pozwala uniknąć gromadzenia zapasu płytek do każdego materiału.
Noże składane wygrywają przy materiałach twardych i ściernych, gdzie HSS zużywa się zbyt szybko, a jego ostrzenie zajmuje więcej czasu niż wymiana płytki. Węglik spiekany, twardszy od stali szybkotnącej o 2-3 klasy twardości w skali Rockwella, utrzymuje krawędź znacznie dłużej, a wymiana płytki zajmuje kilka sekund. Jedynym ograniczeniem jest zakres dostępnych geometrii, bo płytki produkuje się w standaryzowanych kształtach i nie zawsze da się uzyskać identyczną geometrię jak na nożu monolitycznym.
| Kryterium | Nóż HSS monolityczny | Nóż składany z płytką węglikową |
|---|---|---|
| Koszt początkowy | 25-80 zł | 80-250 zł (uchwyt + płytki) |
| Koszt eksploatacji | Czas na ostrzenie | 6-25 zł za płytkę |
| Trwałość ostrza | Kilkadziesiąt minut toczenia stali | Kilkadziesiąt godzin |
| Elastyczność geometrii | Pełna, dowolne kształty | Ograniczona do katalogu |
| Najlepsze zastosowanie | Aluminium, mosiądz, PET, prototypy | Stal, stal nierdzewna, seria |
Kiedy nie warto sięgać po nóż składany? Przy toczeniu tworzyw sztucznych, które miękną od nagrzania, płytka węglikowa potrafi ciąć zbyt agresywnie i roztapiać powierzchnię. HSS, dające się naostrzyć na minimalny kąt natarcia, lepiej skrawa PET i pleksi, bo wytwarza mniej ciepła. Podobnie przy delikatnych detalach mosiężnych, gdzie ostry nóż HSS pozostawia powierzchnię gotową bez polerowania, a płytka węglikowa rysuje ją drobnymi wyrwaniami.
Kiedy unikać noża monolitycznego? Przy obróbce stali nierdzewnej, zwłaszcza w seriach dłuższych niż 3-4 detale. HSS zużywa się w niej kilkakrotnie szybciej niż węglik, a każde ostrzenie zabiera czas i wymaga wprawy. W takich warunkach amortyzacja płytki węglikowej następuje już po kilku detalach, a komfort pracy rośnie nieporównanie.
Dobór noża do małej tokarki praktyczna checklista
Wybór noża do tokarki hobbystycznej zaczyna się od trzech pytań: jaka jest wysokość osi maszyny, jaki materiał będzie obrabiany najczęściej i jakie średnice detali dominują. Odpowiedzi determinują zarówno typ uchwytu, jak i zakres płytek, które warto zgromadzić od samego początku.
Przy wysokości osi 80-110 mm optymalny jest nóż tokarski składany 6 mm z chwytem 8×8 mm lub Ø10 mm, który mieści się w suporcie poprzecznym większości tokarek stołowych. Uchwyt 6×6 mm sprawdza się przy lżejszych suportach, ale daje mniejszą stabilność boczną przy głębokościach skrawania powyżej 0,5 mm. Warto sprawdzić rozstaw szczęk suportu, bo nie każdy chwyt wejdzie w każdą tokarkę.
Materiał obrabiany decyduje o doborze płytki. Do aluminium najlepsza będzie płytka z polerowanym rowkiem wiórowym, na przykład DCMT 070202 z ostrzem 0,2 mm, która nie drze miękkiego metalu. Do stali niskowęglowej sprawdzi się uniwersalna płytka CCMT 060204 z powłoką TiN. Do stali nierdzewnej warto wybrać płytkę z powłoką TiAlN, bardziej odporną na temperaturę. Mosiądz i brąz dobrze skrawa płytka o niewielkim promieniu zaokrąglenia ostrza, bo daje czystą powierzchnię bez zaciągnięć.
Średnice detali wpływają na minimalny promień wierzchołka płytki, jaki da się zastosować. Przy detalach Ø10-15 mm płytka o promieniu 0,2 mm nie wejdzie w narożnik, więc konieczny jest nóż o ostrzu spiczastym lub płytka o promieniu 0,1 mm, a jeszcze lepiej ostrze proste. Przy detalach Ø30 mm i większych promień 0,4-0,8 mm daje lepszą wytrzymałość ostrza, bo rozkłada obciążenie termiczne na większą powierzchnię.
Przed uruchomieniem tokarki po każdej zmianie noża warto przeprowadzić krótką próbę w pięciu krokach. Po pierwsze, sprawdzić ustawienie noża tokarskiego wałkiem kontrolnym lub zegarem czujnikowym. Po drugie, upewnić się, że płytka siedzi pewnie w gnieździe uchwytu, a śruba mocująca jest dokręcona kluczem dynamometrycznym do 4-5 Nm. Po trzecie, wykonać próbny przejazd suportu na sucho, bez obrotów, by wykluczyć kolizję z uchwytem. Po czwarte, uruchomić wrzeciono na minimalnych obrotach i obserwować, czy materiał nie wspina się po ostrzu. Po piąte, dopiero gdy próba wypadnie pomyślnie, rozpocząć właściwe skrawanie.
Checklista przed uruchomieniem tokarki: wysokość noża zweryfikowana (±0,1-0,3 mm), płytka dokręcona, suport przesuwa się bez kolizji, prędkość obrotowa dobrana do średnicy i materiału, okulary ochronne na nosie. Jeśli którykolwiek punkt budzi wątpliwości, lepiej powtórzyć kontrolę niż ryzykować utratę detalu lub zdrowia.
Ostatnia zasada, którą warto zapamiętać na dłużej, brzmi następująco: nie ma idealnego noża do wszystkiego, ale jest optymalny nóż do konkretnego zadania. Gdy warsztat obsługuje głównie aluminium, sensowne minimum to jeden uchwyt na płytki 6 mm plus dwie płytki DCMT 070202. Gdy dominuje stal nierdzewna, wystarczy jeden uchwyt plus trzy płytki CCMT 060204 z różnymi promieniami ostrza. Dobór noża do małej tokarki nie wymaga gromadzenia zapasów, lecz świadomego dopasowania narzędzia do materiału, średnicy i tolerancji.
Wiedza o tym, jak ustawić nóż tokarski, procentuje przy każdym uruchomieniu maszyny. Kto raz zobaczy różnicę między wiórem schodzącym równomiernie a wibracjami przy zbyt wysokim ostrzu, ten nigdy nie pominie kontroli wysokości. Tokarka nie wybacza błędów geometrycznych tak jak inne narzędzia, a jednocześnie nagradza precyzję ustawienia wyjątkową powtarzalnością wyników. Wystarczy trzymać się zasady: wierzchołek na osi, tolerancja 0,1-0,3 mm, pierwszy wiór jako walidacja ustawienia.